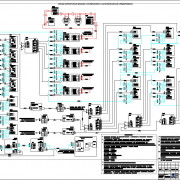
Внутренние санитарно-технические системы зданий (стр. 1 )
Содержание:
Кто проводит опрессовку
Следующий логичный вопрос: кем проводится опрессовка отопления здания?
Обязанность по профилактике отопительных систем возлагается на предприятия, учреждения и организации, которые эксплуатируют его.
Например, в жилых домах опрессовку проводят работники коммунальных служб, административные и производственные помещения испытывают службы, которые проводят техническое обслуживание этих помещений.

В принципе такие работы может проводить только аттестованный персонал (опрессовщик системы отопления) с использованием специального оборудования. Своими руками опрессовку проводить не следует.
На элеваторном, тепловом узле в каждом здании на магистрали установлен спускной кран, через который система заполняется теплоносителем, а затем проводится его слив. Через воздухоотводчики выпускают из верхних точек системы воздух. После этого к этому крану подключают опрессовочный насос.
Давление, под которым испытывается система
Давление, под которым проверяется герметичность системы, зависит от его рабочего. Например, в системе с чугунными батареями в многоквартирном доме давление, как правило, достигает 2-5 атмосфер. А вот в загородном доме или коттедже рабочее давление устанавливается не более 2 атмосфер. При повышении его выше этого значения происходит сбрасывание избыточного давления через клапан аварийного сброса.
С порядком опрессовки можно ознакомиться на видео:
При проведении опрессовки новых систем давление повышают в два раза по сравнению с рабочим. При повторных проверках, давление в системе достаточно повысить на 20-50% от рабочего.
Исходя из перечня выполненных работ, составляется смета на опрессовку системы отопления. При этом принимаются к сведению данные из справочника-классификатора видов экономической деятельности, продукции и услуг (ОКДП).
Оборудование для испытания системы отопления
Чаще всего для выполнения гидравлической проверки используют опрессовщик. Его подключают к контуру, чтобы регулировать давление в трубах.
Огромное количество локальных сетей отопления в частных строениях не нуждается в высоком давлении, поэтому достаточно будет ручного опрессовщика. В остальных случаях лучше пользоваться электрическим насосом.
Работа системы отопления должна быть не только эффективной, но и надежной. Для обеспечения этого необходимо правильно подобрать схему установки, комплектующие и расходные материалы. Согласно правилам — итоговым мероприятием установки или запуска являются испытания систем отопления: гидравлическое, тепловое, пневматическое.
5.2 Изготовление узлов систем канализации
5.2.1 Перед сборкой в узлы следует проверить качество чугунных канализационных труб и фасонных частей путем внешнего осмотра и легкого простукивания деревянным молотком.
Отклонение от перпендикулярности торцов труб после обрубки не должно превышать 3°.
На концах чугунных труб не допускаются трещины и волнистые кромки.
Перед заделкой стыков концы труб и раструбы должны быть очищены от грязи.
5.2.2 Стыки чугунных канализационных труб должны быть уплотнены пропитанным пеньковым канатом по ГОСТ 30055 или пропитанной ленточной паклей по ГОСТ Р 53484 с последующей заливкой расплавленной комовой или молотой серой по ГОСТ 127.4 с добавлением обогащенного каолина по ГОСТ 19608, или гипсоглиноземистым расширяющимся цементом по ГОСТ 11052, или другими уплотнительными и заполняющими стык материалами, указанными в рабочей документации.
Раструбы труб, предназначенных для пропуска агрессивных сточных вод, следует уплотнять просмоленным пеньковым канатом или пропитанной ленточной паклей с последующей заливкой кислотоупорным цементом или иным материалом, стойким к агрессивному воздействию, а в ревизиях — устанавливать прокладки из тепло-морозо-кислото-щелочестойкой резины марки ТМКЩ по ГОСТ 7338.
5.2.3 Отклонения линейных размеров узлов из чугунных канализационных труб от размеров, указанных в деталировочных чертежах, не должны превышать ±10 мм.
5.2.4 Узлы системы канализации из пластмассовых труб следует изготавливать в соответствии с указаниями и инструкциями заводов-изготовителей. Требования по изготовлению изложены также в и .
5.2.5 Узлы системы канализации из безраструбных чугунных труб следует изготавливать в соответствии с рекомендациями изготовителя.
5.3 Изготовление металлических воздуховодов
5.3.1 Воздуховоды и детали вентиляционных систем должны быть изготовлены в соответствии с рабочей документацией. Кроме того, изготовление, монтаж воздуховодов и оборудования систем вентиляции, кондиционирования и воздушного отопления должны проводиться с соблюдением СП 60.13330.
5.3.2 Воздуховоды из тонколистовой кровельной стали диаметром и размером большей стороны до 2000 мм следует изготавливать спирально-замковыми или прямошовными на фальцах, спирально-сварными или прямошовными на сварке, а воздуховоды, имеющие размер стороны более 2000 мм, — панельными (сварными, клеесварными).
5.3.3 Стальные листы толщиной менее 1,5 мм следует сваривать внахлестку, а толщиной 1,5 — 2 мм — внахлестку или встык. Листы толщиной свыше 2 мм должны свариваться встык.
5.3.4 Для сварных соединений прямых участков и фасонных частей воздуховодов из тонколистовой кровельной и нержавеющей стали следует применять следующие способы сварки: плазменную, автоматическую и полуавтоматическую дуговую под слоем флюса или в среде углекислого газа, контактную, роликовую и ручную дуговую.
Для сварки воздуховодов из листового алюминия и его сплавов следует применять следующие способы сварки:
аргонодуговую автоматическую — плавящимся электродом;
аргонодуговую ручную — неплавящимся электродом с присадочной проволокой;
газовую.
Для сварки воздуховодов из титана следует применять аргонодуговую сварку плавящимся электродом.
5.3.5 Воздуховоды из листового алюминия и его сплавов толщиной до 1,5 мм следует выполнять на фальцах, толщиной от 1,5 до 2 мм — на фальцах или сварке, а при толщине листа более 2 мм — на сварке.
Продольные фальцы на воздуховодах из тонколистовой кровельной и нержавеющей стали и листового алюминия диаметром или размером большей стороны 500 мм и более должны быть закреплены в начале и конце звена воздуховода точечной сваркой, электрозаклепками, заклепками или пуклевкой.
Фальцы на воздуховодах при любой толщине металла и способе изготовления должны осуществляться с отсечкой.
5.3.6 Концевые участки фальцевых швов в торцах воздуховодов и в воздухораспределительных отверстиях воздуховодов из металлопласта должны быть закреплены алюминиевыми или стальными заклепками с оксидным покрытием, обеспечивающим эксплуатацию в агрессивных средах, определенных рабочей документацией.
Фальцевые швы должны иметь одинаковую ширину по всей длине и быть равномерно плотно осажены.
5.3.7 В фальцевых воздуховодах, а также в картах раскроя не должно быть крестообразных соединений швов.
5.3.8 На прямых участках воздуховодов прямоугольного сечения при стороне сечение более 400 мм следует конструктивно выполнять жесткости в виде перегибов (зигов) с шагом мм по периметру воздуховода или диагональные перегибы (зиги). При стороне более 1000 мм и длине более 1000 мм, кроме того, нужно ставить наружные рамки жесткости, с шагом не более 1250 мм. Рамки жесткости должны быть надежно закреплены точечной сваркой, заклепками или саморезами.
Бизнес и финансы
БанкиБогатство и благосостояниеКоррупция(Преступность)МаркетингМенеджментИнвестицииЦенные бумагиУправлениеОткрытые акционерные обществаПроектыДокументыЦенные бумаги — контрольЦенные бумаги — оценкиОблигацииДолгиВалютаНедвижимость(Аренда)ПрофессииРаботаТорговляУслугиФинансыСтрахованиеБюджетФинансовые услугиКредитыКомпанииГосударственные предприятияЭкономикаМакроэкономикаМикроэкономикаНалогиАудитМеталлургияНефтьСельское хозяйствоЭнергетикаАрхитектураИнтерьерПолы и перекрытияПроцесс строительстваСтроительные материалыТеплоизоляцияЭкстерьерОрганизация и управление производством
Справочная информация
ДокументыЗаконыИзвещенияУтверждения документовДоговораЗапросы предложенийТехнические заданияПланы развитияДокументоведениеАналитикаМероприятияКонкурсыИтогиАдминистрации городовПриказыКонтрактыВыполнение работПротоколы рассмотрения заявокАукционыПроектыПротоколыБюджетные организацииМуниципалитетыРайоныОбразованияПрограммыОтчетыпо упоминаниямДокументная базаЦенные бумагиПоложенияФинансовые документыПостановленияРубрикатор по темамФинансыгорода Российской Федерациирегионыпо точным датамРегламентыТерминыНаучная терминологияФинансоваяЭкономическаяВремяДаты2015 год2016 годДокументы в финансовой сферев инвестиционной
Когда проводится опрессовка
Работы, связанные с испытаниями и проверкой системы проводятся в таких случаях:
- при завершении монтажа и сдаче в эксплуатацию системы;
- после ремонта любого отопительного прибора;
- при замене частей трубопровода;
- при подготовке к отопительному сезону.
По характеру испытательных работ опрессовка – это проверка на герметичность. Что это такое?
Они измеряют мгновенную скорость каждого колеса и, в случае торможения, замедление каждой шины рассчитывается для оценки ее склонности к блокировке. Как только опасность пройдет, первоначальное давление будет восстановлено. Ускорение Это величина, которая связывает изменение скорости со временем и измеряется в метрах в секунду в квадрате. Это результат усреднения измерений в обоих направлениях ускорения до максимума возможностей автомобиля на твердой горизонтали отсчета. Когда скорость уменьшается, мы говорим об отрицательном ускорении.
Скажем, что эта процедура предполагает следующие действия:
подача в систему под давлением воды или воздуха гидравлическим или пневматическим насосом;

- выявление нарушений герметичности системы;
- определением мест проникновения за пределы системы воды или воздуха.
Системы современного типа дают возможность делать такие испытания без привлечения большого количества персонала. Нарушения герметичности определяются специальным оборудованием.
Кто проводит опрессовку
Впуск Это первое время цикла четырехтактного двигателя, в течение которого воздух подается в дизельные двигатели или смесь воздуха и бензина в цилиндрах. Всасывание, которое создает поршень при его спуске, заставляет смесь или топливо входить в цилиндр. Когда время всасывания не соответствует точке, указанной на диаграмме двигателя, оно упоминается как замедленное потребление. В этом случае поршень начинает спуск, когда впускной клапан еще не открыт. Во время этого цикла коленчатый вал поворачивается на пол-оборота.
При создании внутри системы избыточного давления неисправные приборы, узлы и аварийные участки придут в негодность. Работоспособность пригодных элементов системы от такой проверки не страдает.
Последовательность работ
Опрессовка и промывка систем отопления проводится после отключения всей системы и удаления теплоносителя (воды или антифриза) из нее. При проведении такой проверки возникает необходимость в контролировании показателей давления для предупреждения разрыва магистрального трубопровода.
Удобно знать, что существует переменный тип впуска, который все чаще используется, который используется для улучшения заполнения цилиндров независимо от скорости вращения. Существует два типа вариабельных впускных коллекторов: наиболее широко используются многоплановые машины с переменной длиной, в которых управляемые электронным управлением бабочки регулируют поток воздуха или смесь, так что длинные и узкие каналы используются на низких скоростях вращающийся, широкий и короткий, когда ритм более яркий.
Таким образом, соотношение длины и диаметра трубопровода уменьшается по мере увеличения линейной скорости поршня. Второй тип представляет собой резонансные переменные впускные коллекторы, в которых формы сигналов давления синхронизируются, когда воздух в коллекторе ударяет по закрытому клапану. Управляя упомянутыми подборами волн, чтобы они были сдвинуты друг к другу так же, как клапан вот-вот откроется, наполнение цилиндров улучшается.

Какие особенности системы отопления принимаются во внимание при определении конкретных параметров испытаний:
- характеристики трубопровода (материал, толщина стенок);
- характеристики арматуры;
- количество этажей;
- тип разводки.
Опрессовка и промывка системы отопления включает в себе такие подготовительные работы:
Подушка безопасности Подушка безопасности на английском языке. При сильном столкновении эта подушка надувается на 30 тысячных долей секунды или меньше на пассажира — или его сторону — в случае боковых подушек безопасности, — чтобы предотвратить его поражение жесткими частями внутренней части автомобиль. Сумка сдувается снова в десятые доли секунды, как только будет достигнута ее амортизирующая миссия. Система активируется, когда серия датчиков замедления обнаруживает, что произошла авария. Таким образом, сигнал посылается на электронный блок управления, который отвечает за активацию механизма.
- профилактика и подготовка работы системы;
- непосредственно проведение работ по созданию давления внутри системы;
- оформление документации о проведенных работах;
- промывание всей отопительной системы.
Заключение
Сам процесс опрессовки – сложный технологический процесс. Не стоит его проводить самостоятельно, настоятельно рекомендуется воспользоваться услугами специально обученных бригад.
На основании приведенной ниже нормативной документации разработан акт опрессовки, являющийся одним из основных документов при сдаче Заказчику работ на объекте.
Тепловые сети должны подвергаться ежегодным гидравлическим испытаниям на прочность и плотность (опрессовкам) для выявления дефектов после окончания отопительного сезона и проведения ремонтных работ. Опрессовку трубопроводов, доступных для осмотра во время эксплуатации, допускается производить 1 раз после окончания монтажа.
Гидравлическая опрессовка осуществляется пробным давлением 1,25 рабочего, но не менее 1,6 МПа (16 кгс/см2). Трубопроводы выдерживаются под пробным давлением не менее 5 мин., после чего давление снижается до рабочего. При рабочем давлении проводится тщательный осмотр трубопроводов по всей их длине. Результаты опрессовки считаются удовлетворительными, если во время ее проведения не произошло падения давления и не обнаружены признаки разрыва, течи или запотевания в корпусах и сальниках арматуры, во фланцевых соединениях и т.п.
Перед началом отопительного сезона, после окончания и горячего водоснабжения должны быть подвергнуты гидравлической опрессовке на прочность и плотность:
Элеваторные узлы, калориферы и водоподогреватели отопления и горячего водоснабжения — давлением 1,25 рабочего, но не ниже 1 МПа (10 кгс/см2);
Системы отопления с чугунными отопительными приборами — давлением 1,25 рабочего, но не более 0,6 МПа (6 кгс/см2);
Системы панельного и конвекторного отопления — давлением 1 МПа (10 кгс/см2);
Системы горячего водоснабжения — давлением, равным рабочему в системе плюс 0,5 МПа (5 кгс/см2), но не более 1 МПа (10 кгс/см2).
Гидравлическое испытание должно производиться при положительных температурах наружного воздуха. При температуре наружного воздуха ниже нуля проверка плотности возможна лишь в исключительных случаях.
Системы считаются выдержавшими испытание, если во время их проведения:
Не обнаружено «потения» сварных швов или течи из нагревательных приборов, трубопроводов, арматуры и прочего оборудования;
При опрессовках водяных и паровых систем теплопотребления в течение 5 мин. падение давления не превысило 0,02 МПа (0,2 кгс/см2);
При опрессовках систем панельного отопления падение давления в течение 15 мин. не превысило 0,01 МПа (0,1 кгс/см2);
При опрессовке систем горячего водоснабжения падение давления в течение 10 мин. не превысило 0,05 МПа (0,5 кгс/см2).
Результаты проверки оформляются актом проведения опрессовок. Если результаты опрессовки не отвечают указанным условиям, необходимо выявить и устранить утечки, после чего провести повторную проверку на плотность системы. При гидравлическом испытании должны применяться пружинные манометры класса точности не ниже 1,5, с диаметром корпуса не менее 160 мм, шкалой на номинальное давление около 4/3 измеряемого, ценой деления 0,01 МПа (0,1 кгс/см2), прошедшие поверку и опломбированные госповерителем.
Обновлено: 08.08.2018
103583