Скачать снип iii-18-75 металлические конструкции
Содержание:
ПОДГОТОВКА МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ
2.1.
Металлическая поверхность, подготовленная к производству антикоррозионных работ,
не должна иметь заусенцев, острых кромок, сварочных брызг, наплывов, прожогов,
остатков флюса, дефектов, возникающих при прокатке и литье в виде
неметаллических макровключений, раковин, трещин, неровностей, а также солей,
жиров и загрязнений.
2.2.
Перед нанесением защитных покрытий поверхности стальных строительных
конструкций, аппаратов, газоходов и трубопроводов следует очистить от оксидов
струйным способом с применением дробеструйных установок, механическими щетками
или преобразователями ржавчины. Способы очистки поверхности указывают в
технической документации.
2.3.
Поверхности стальных строительных конструкций, предусмотренных к обработке
преобразователями (модификаторами) ржавчины, должны очищаться только от
отслаивающихся пленок ржавчины или окалины. Допускаемая для модификации толщина
продуктов коррозии, как правило, составляет не более 100 мкм.
2.4.
Степень очистки от оксидов металлических строительных конструкций и
оборудования, подлежащих антикоррозионной защите, должна соответствовать виду защитного
покрытия, приведенного в табл. 1.
Таблица 1
Степень очистки по ГОСТ 9.402-80
вторая
третья
четвертая
Лакокрасочные
на основе смол:
природных
—
+
—
синтетических
+
—
—
Мастичные,
шпатлевочные и наливные:
неорганические на основе жидкого стекла
—
+
—
органические на основе смол:
природных
—
+
—
синтетических
+
—
—
Оклеечные:
на битумных и битумно-резиновых мастиках
—
—
+
на синтетических клеях
+
—
—
асбестом на жидком стекле
—
—
+
Гуммировочные
+
—
—
Футеровочные
и облицовочные на вяжущих, приготовленных на основе:
жидкого стекла
—
+
—
синтетических смол
+
—
—
природных смол
—
—
+
«Полан-М»
+
—
—
«Полан-2М»
—
—
+
2.5.
Используемый для очистки сжатый воздух должен быть сухим, чистым и
соответствовать ГОСТ
9.010-80.
2.6.
При абразивной очистке на обрабатываемой поверхности должно быть исключено
образование конденсата.
2.7.
После очистки металлическую поверхность необходимо обеспылить механическим
способом или растворителями.
2.8.
Соответствие степени очистки металлических поверхностей виду защитного покрытия
согласно табл. 1 следует проверять
непосредственно перед нанесением защитного покрытия.
Правильный монтаж металлоконструкций согласно СНИП
Согласно действующим нормам и правилам, строения из металлоконструкций представляют собой одну или несколько пролетных рам, зафиксированных на фундаменте. Рама может иметь конструкцию колонны, балки или фермы. Готовый каркас скрепляется при помощи продольных и поперечных свай.
Детали конструкции производятся из заводских элементов, соединенных свариванием. Расстояние между рамами устанавливается проектом.
Рама может крепиться на бетонный фундамент при помощи сварки на закладные детали или с использованием анкерных болтов. В процессе возведения металлоконструкций применяют метизы: гайки, шайбы, болты класса прочности 5.8. Также может использоваться метод сварки.
Производство металлоконструкций, их монтаж и прием регулируются СНиП III – В,5 – 62 (Металлические конструкции правила изготовления монтаж и приемка).
Особенности проведения подготовительных работ
Комплекс подготовительных работ предшествует этапу монтажа. Начинать сборку металлоконструкций позволяется только после завершения подготовки площадки: прокладывания автомобильных и ЖД-путей, установки оснований для кранов, подводки энергосетей, монтажа временных сооружений, подготовки самой площадки и сдачи в эксплуатацию монтажных механизмов.
Все подготовительные работы должны выполняться в соответствии с пп.1.11 — 1.80 СНиП III – В,5 – 62.
Требования к фундаментам
Монтажные работы могут быть начаты только после полной готовности фундаментов и других мест опирания металлического каркаса или его отдельных частей, перечисленных в проекте.
Разбивочные оси для установки металлоконструкций наносятся на металлические элементы, которые размещены на поверхности фундаментов вне контура опоры каркаса. Разбивочные оси и реперы требуется располагать в соответствии с требованиями СНиП по геодезическим работам в строительстве.
Анкерные болты и закладные детали для последующего монтажа металлоконструкций, как правило, устанавливаются и бетонируются на этапе возведения фундамента.
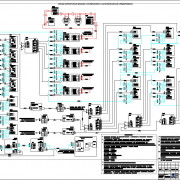
Есть 3 допустимых варианта опирания колонн на фундаменты:
- для колонн с фрезерованными опорными торцами — на заранее установленные, выверенные и подлитые цементным раствором стальные опорные плиты с верхней строганой поверхностью;
- для колонн с фрезерованными подошвами башмаков — непосредственно на поверхность фундаментов, возведенных до проектной отметки подошвы колонн, без последующей подливки цементным раствором;
- на заранее установленные и выверенные опорные детали, заделанные в фундаменты, с последующей подливкой колонн цементным раствором.
| На заранее выверенные плиты с верхней строганной поверхностью | Непосредственно на фундамент, возведенный до проектной отметки | На заранее возведенные опорные детали |
| 1 — железобетонный фундамент; 2 — бетон подливки; 3 — опорная плита; 4 — башмак; 5 — колонна; 6 — опорная плита башмака; 7 — рельсы |
Подливка бетона может осуществляться только при наличии письменного разрешения монтажной организации.
Общие указания к монтажу
Монтаж металлических конструкций осуществляется в соответствии с утвержденным проектом проведения монтажных работ. Руководство такими работами может осуществляться только лицами, которые имеют право на их производство.
Основные и вспомогательные процессы при установке стальных конструкций должны быть механизированы. Данное условие распространяется как на монтаж элементов каркаса, так и на их транспортировку, складирование и укрупнительную сборку. Для осуществления установочных работ при низких температурах необходимо применять оборудование, предназначенное для использования в таких условиях.
Основной способ сборки, который должен применяться на стройплощадке, — монтаж крупными блоками (например, с использованием конвейерного метода).
Этапы процесса монтажа требуется фиксировать в журналах сварочных и монтажных работ, а также работ по постановке болтов повышенной прочности.
Последующие строительно-монтажные работы можно начинать выполнять только после полного завершения возведения металлического каркаса.
Допускаемые отклонения
Допустимые показатели отклонения положения разбивочных осей от проектных размеров приведены в таблице 10 СНиП III – В,5 – 62.
Максимальные допускаемые показатели отклонения поверхности фундаментов и других опорных поверхностей и анкерных болтов указаны в таблице 11 этого же документа.
������������ � ������ ������������� �����������
������� / .. / ������������ � ������ ������������� �����������
������������� ����������� � ��� ������������ ����������, ����������� �� �������. � �������� ��� �� ��������������� ������������ ����� ��������, ��� �����.
������������������ ������� ������� � ��������� ����������� ���������, ������ ����������� ���������, �������� � ������������.
������������������ ������� ��:
- ������������ (��������� ������� ������);
- ������� � ��������� �������, ������������� ������;
- ����������� � ����������� ����������� (�����, ����������);
- ������������� ����������� (������ � ������ ����������, ����, �����, ������).
������������ ������������� �����������
������������������ ����������� ������� ���������:
- � ������� �����;
- ������������;
- �������;
- ����������;
- ������;
- ��������������� �������.
������� (����) ������������ � ������� ������������� �����������
������������������ ������������ � ����������� � ������������ � ��������� ��� (����������� �������������, �����������).
��� ������ ����������� ������ ���� ������������ � ����������� ����.
������ ����������� �� ������������� �������. �� ���� ��� ������ �������������� ������ ��������. ����� ���������� �����������, ���������� �� ������� � ��������������� ����������� ������������.
������ �������������� � ������������� �����������
��������� ����� ����������� ������������ � ��������� ������:
- �������� � ���������;
- ������ �������� ��������� �����������;
- ���������� ���������� � ����;
- ��������� ������������ ������������ � �������������� ������.
������������� ������������� �����������
�������� ���������� ��������������� ������������� ����������� �������� ������ �����������.
�������� ARS-PROM ����� ����������� ������������ � ���������� ������������� ������������ ����������� �� �����.
� ������� ����������� ��������� ����������� ��������� ����������, ������� ����������:
- ������������� ����������, ����������� ������� ��������������� ���������� ������, ����������� ��� ������������ �����������. ����� ���������������� ������ � ������������ ������ ��������� ������� �����������, ������������ �����;
������������. ������������ ������ �������� �������� ����������� ��� ������������� ����������. ���� ������� �������������� ������� ���������� ��������;
������� ������������� ������, ������������� � ����������� ������������ ������������ ���������.
����� ������������������ ���������� ����������� ���������� ������������� ��������� ����������, �������, ������� � ������ ��������� �� ������������������ � ������� �������. ������������: ������������ ������������� �����������; ������; ������������� ��� ����; ���������� ��������; ���������� ����������� ��� ������������������; ������ ������� �������.
���������������� �������� ���������� ������������� ������������� ����������� ����� ���������: �����; �����; ����� ������; ������� � ������������� ����������. ���������� ��������� � �������, ������������� ������������������ ��� ������������� ������������ ������ � �����.
��������, �������������� ������ ������������� �����������
������ ������������� ����������� ��������:
- �������� ������������ � ���������� ������������� � �������� ��������� �����������: ������� �����, ������� ������, ���������� ������ � �����;
- �������� �������������������� � ���������� ������ � �������� ������������� ����������� � ������������ �� ������������� ������� � ������ ������������;
- �������� ������������������� ��ʻ � ���������� ������ ������������� ��������, ����, ��������� �����������, �������������, ���� � �������.
� ������ ������� ���� �����������, � ����� ������������ ������� ������ ��������� ������������� �����������.
������ � ����������� ������������ � ������� ������������� ����������� � ��������� �������������� ����� ������ �� ��������� �������� ������������������.
������� ������ ���� ������:
������ ������������� �����������
������������� �������� ���������� ������������� �����������